
材料燃燒測試及技術解決方案一站式服務平臺

熱線電話:
0512-69153465
注塑成型又稱注射模塑成型,它是一種注射兼模塑的成型方法。注塑成型方法的優點是生產速度快、效率高,操作可實現自動化,花色品種多,形狀可以由簡到繁,尺寸可以由大到小,而且制品尺寸精確,產品易更新換代,能成形狀復雜的制件,注塑成型適用于大量生產與形狀復雜產品等成型加工領域。
在日常注塑過程中我們經常會遇到各種各樣的質量問題,注塑產品的質量問題包括輕微的表面缺陷和更嚴重的質量問題,從而影響產品的性能和安全。它們通常是由成型工藝,材料使用,模具設計或三者結合的問題所引起。最佳的工藝設置對于最終生產率水平,零件質量和最終注塑成本至關重要。今天我們系統性的來解答一下常見的注塑問題及解決方案。

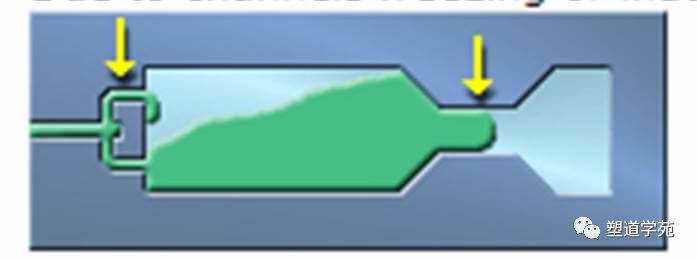
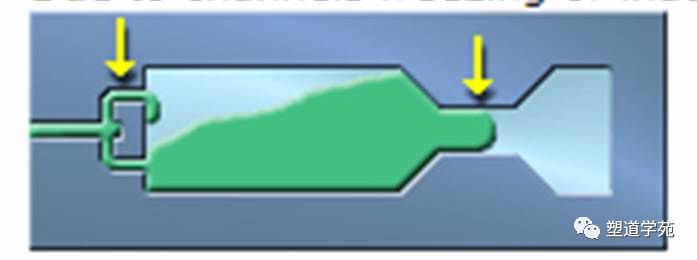
問題1:短射
當熔融材料流沒有完全填充模具中的空腔時發生短射,結果是冷卻后模制部件不完整。這種影響通常遠離澆口,特別是涉及較長的流動距離,薄壁(或組合),或由聚合物填充的模制部件,導致產品功能或外觀上有缺陷。

常見原因可能是:
注入的材料量不足
注射填充速度不足
壓力不足
注射時間不足
不平衡的多腔模具
異物堵塞噴嘴
注射溫度太低
澆口或通風口太小
模具溫度太低
螺桿,機筒過度磨損
解決方案:
用更寬的通道或閘門重新設計模具以獲得更好的流動性
提高注射速度或壓力或選擇較薄的基材以改善流動性
提高模具溫度以防止材料過快冷卻
增加額外的通風孔或擴大模具內的現有通風口,以使被困空氣逸出
問題2:噴射
噴射是指模制部件中的一種變形,當注入熔融材料的初始“射流”注入模腔中時,該模腔內的空氣在腔體填充之前開始凝固。噴射通常表現為成品部件表面的波浪線,通常從注射的初始澆口開始。這種可見的流動模式可能會導致部分軟弱。

造成這種現象的原因是當熔融聚合物或其他材料在高壓下通過小澆口注入時,它通常會迅速從澆口噴出,而不是逐漸填充模腔。當這種材料的第一行冷卻模具壁并開始變硬時,剩余的模具材料將其推動,在成品部件的表面留下印痕。
解決方案:
降低注射壓力以防止材料快速噴入模腔
增加材料和模具溫度以防止初始材料射流早期凝固
使用注射澆口設計模具,使材料穿過模具而不是縱向
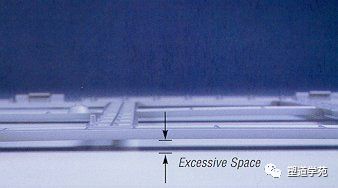
問題3:閃光
閃光(也稱為“噴濺”或“毛刺”)是多余的模制材料,其在組件邊緣處呈現為薄唇或突起。出現閃光是因為材料已流入預定流道的外部并進入工具板之間的空間或噴射器針腳處。閃光通常出現在接縫,密封面,排氣通道或噴射器附近。

常見原因可能是:
注射壓力過高(填充或包裝)
模具表面上的異物(污染物,污垢等)
注塑和模具溫度過高
樹脂熔體粘度太低
關閉模具的表面不匹配

解決方案:
如果鋼板不能適當地配合在一起或允許材料流出通道,則可以重新設計模具
增加板夾持力以限制材料流向通道
調整模具溫度,注塑壓力和通風以改善材料流動
問題4:水槽痕跡
水槽痕跡是表面的美學缺陷。它們表現為凹陷,通常出現在模制件的較厚部分。根本原因通常是在結晶過程中材料的收縮。

沉降痕跡主要由冷卻過程中的熱收縮(收縮)引起。外部材料冷卻并固化后,內部材料開始冷卻。它的收縮將外部材料(表面)向內拉,造成水槽痕跡。
常見原因可能是:
注射壓力不足
保壓時間不足
材料量不足
冷卻或注射時間不足
注射速度過高
熔體或模具溫度過高
零件設計不佳,不統一的墻壁和/或過度的壁厚
解決方案:
增加保持壓力和時間以使零件表面附近的材料冷卻
增加冷卻時間以限制收縮
用較薄的組件壁設計模具,以便在表面附近進行更快的冷卻
問題5:空洞(氣泡)
空洞在模制品中表現為小氣泡或氣泡,通常由空氣,氣體或真空產生。如果物品高度透明,則空隙變得更加明顯。空洞的主要原因之一是模塑壓力不足以迫使截留的空氣離開模腔。

常見原因可能是:
未能完全填充模具
模具排氣不良,特別是在凸出物周圍
填充率過快(被困空氣產生短射擊)
模具溫度不匹配
部件厚度過大
包裹著水分
吸收空氣的多孔或非常細的添加劑粉末包裹空氣
解決方案:
提高注射壓力以強制截留氣泡
選擇粘度較低的材料來限制氣泡形成的風險
將澆口放置在模具最厚部分附近,以防止材料最容易受到空隙的過早冷卻
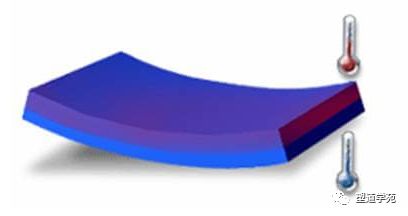
問題6:翹曲
當部件的不同部分收縮不均勻時,翹曲是注塑產品可能發生的變形。正如木材在干燥不均勻時會發生翹曲一樣,塑料和其他材料在冷卻過程中會發生翹曲,因為不均勻的收縮會對模塑部件的不同區域施加不必要的壓力。這種不適當的壓力會導致成品零件在冷卻時彎曲或扭曲。注塑塑料和類似材料翹曲的主要原因之一是冷卻發生得太快。熔融材料的溫度過高或導熱系數低可能會使問題惡化。
解決方案:
確保冷卻過程是漸進的和足夠長的時間,以防止材料受到不均勻的應力
降低材料或模具的溫度
嘗試切換到在冷卻過程中收縮較少的材料(例如,填充顆粒的熱塑性塑料收縮率遠低于半結晶材料或未填充的等級)
重新設計具有均勻壁厚和部分對稱性的模具,以確保冷卻過程中零件的更大穩定性
問題7:燒傷痕跡
燒焦痕跡是由注塑過程中聚合物降解引起的缺陷,在模制塑料部件的邊緣或表面上出現黑色或銹色變色。

常見原因可能是:
注射壓力過高
注射速度過高
背壓太高
溫度過高
排氣不足
流道位置或設計不當
其他材料污染
解決方案:
降低熔體和模具溫度以防止過熱
降低注射速度以限制模具內空氣滯留的風險
放大氣體通風口和大門,使被困空氣逃離模具
縮短模具周期時間,以便任何空氣和樹脂都不會過熱
問題8:變色
當模塑部件是不同于預期的顏色時,發生變色或“色斑”。通常變色局限于模制部件上的局部區域或幾條不正常的顏色。這種缺陷通常影響零件的外觀而不降低其強度。

變色的常見原因是料斗中的剩余顆粒或先前生產過程中噴嘴或模具中的殘留樹脂。其他可能的原因是著色劑的熱穩定性差或者母料不適當混合。
解決方案:
確保工人 在生產運行之間正確清潔料斗,噴嘴和模具 ,以消除任何殘留的顆粒或基材
考慮使用清洗劑去除機器上多余的顏色
確保您或您的供應商使用具有足夠熱穩定性的著色劑
確保色母均勻混合以獲得一致的色彩輸出
問題9:焊接線
焊接線代表模塑零件中的光學和機械缺陷。焊接線通常出現在注塑過程中聚合物流動在一起的區域。由于注射期間的流動湍流而出現流痕。焊接線可出現在熔融材料在模具中分裂成兩個或更多方向后會聚的模制部件的表面上。毛發狀的焊接線是材料粘合力弱的結果,這降低了部件的強度。

常見原因可能是:
注射溫度太低
模具溫度不均勻或太低
模具填充太快或太慢
模具脫模劑或潤滑劑太多
模具表面被劃傷或不干凈
填充速度和/或時間太低
排氣不足
解決方案:
增加材料溫度以防止局部凝固
在材料填滿模具之前,提高注射速度和壓力以限制冷卻
重新設計模具以消除分區
切換到熔點較低或粘度較低的材料,以便更快流動并防止早期冷卻
塑道學苑通過不斷創新,努力成為火安全材料領域一站式服務品牌領導者。充分融合移動互聯新技術的優勢,堅持內容價值性導向的原則,致力于帶給行業人嶄新的知識學習體驗、專業的產品技術服務、全面的產業思維提升,讓更多業內人士專業知識儲備獲得提高,產品技術問題獲得解決,企業核心競爭力獲得提升。迄今,塑道學苑已推出內容傳播,交流培訓,材料檢測三大品牌服務。咨詢熱線:0512-62982691
更多信息請訪問塑道學苑官方網站:www.iayo.com.cn
