材料燃燒測(cè)試及技術(shù)解決方案一站式服務(wù)平臺(tái)

熱線電話:
0512-69153465
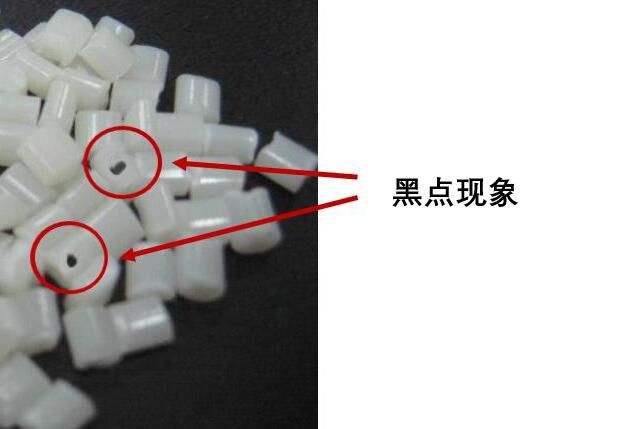
上周,與一位行業(yè)朋友在聊天,得知他在開(kāi)發(fā)一款無(wú)鹵阻燃母粒,產(chǎn)品性能和顏色都沒(méi)問(wèn)題,但在造粒過(guò)程中發(fā)現(xiàn)原來(lái)白色母粒中不僅出現(xiàn)了黑點(diǎn),而且聚合物經(jīng)由雙螺桿擠出機(jī)擠出后,料條在進(jìn)水之前容易產(chǎn)生斷條現(xiàn)象,為此這位朋友頭疼不已。

事實(shí)上,在改性塑料開(kāi)發(fā)和生產(chǎn)中,我們經(jīng)常會(huì)遇到擠出造粒后出現(xiàn)黑點(diǎn)和斷條問(wèn)題。今天,我就來(lái)給大家簡(jiǎn)要的分析一下:為什么塑料擠出造粒過(guò)程中出現(xiàn)黑點(diǎn)以及斷條現(xiàn)象以及相應(yīng)的解決方法。

在抽粒的過(guò)程中,碰到所抽好的顆粒出現(xiàn)黑點(diǎn)是一個(gè)比較常見(jiàn)的問(wèn)題,尤其是在彩色、淺色產(chǎn)品上表現(xiàn)尤為突出。
那么,黑點(diǎn)的產(chǎn)生原因究竟是啥?解決方案又是啥呢?
原因一:塑料原料中包含雜質(zhì)
尤其是黑色的雜志。黑色的雜質(zhì)與塑料原料一起經(jīng)過(guò)擠出機(jī)剪切、混合并造粒,會(huì)在粒子表面,或里面出現(xiàn)類黑色的痕跡。通常原料在采購(gòu)過(guò)程中包含雜質(zhì)的可能性不是太大,最可能的原因是受生產(chǎn)環(huán)境的影響,導(dǎo)致外來(lái)雜質(zhì)混入原料和成品中。
解決方案
注意生產(chǎn)環(huán)境和操作流程,避免外來(lái)雜質(zhì)混入原料和成品中。同時(shí)在造粒前,可以人工或選色機(jī)選出黑色塑料。
原因二:擠出機(jī)未清洗干凈
為什么有時(shí)候用原料造粒(無(wú)任何添加劑時(shí))也會(huì)出現(xiàn)黑點(diǎn)呢?這是因?yàn)樗芰先垠w對(duì)機(jī)筒有較強(qiáng)的粘附作用,這就導(dǎo)致了總會(huì)有一層薄薄的塑料熔體牢牢地粘附在擠出機(jī)的機(jī)筒和機(jī)頭內(nèi)壁以及螺桿上,在停機(jī)后設(shè)備自然冷卻降溫和下次加溫過(guò)程中,逐步變黃、變焦成為碳化物。由于設(shè)備是金屬結(jié)構(gòu),與塑料的熱膨脹率差別較大,已經(jīng)碳化的塑料對(duì)金屬的附著性降低,容易從塑料造粒機(jī)的機(jī)筒內(nèi)壁、機(jī)頭內(nèi)壁和螺桿上脫落,混入塑料熔體中,造成制品內(nèi)外壁黑點(diǎn)多。
解決方案
必須快速地清理機(jī)內(nèi)碳化物,需使用料性比較硬的塑料加白礦油清洗,溫度適當(dāng)加高5~10度,溫度高時(shí),清洗對(duì)象會(huì)較容易軟化,從而變得容易脫落,有利于碳化物被塑料熔體帶出,達(dá)到清洗目的。在清洗過(guò)程中,擠出機(jī)的轉(zhuǎn)速在低速和高速之間反復(fù)多次,反復(fù)停止和重新啟動(dòng)機(jī)器多次,以便進(jìn)一步提高清洗效果。當(dāng)熔體中碳化物明顯減少時(shí),就更換平常用的塑料清洗到干凈為止,逐漸調(diào)整到合適溫度,開(kāi)始正常生產(chǎn)。
原因三:助劑的影響
可能使用了與基體材料不匹配的助劑,如助劑不能耐受樹(shù)脂的加工溫度,助劑與樹(shù)脂之間發(fā)生化學(xué)反應(yīng)等。
解決方案
選擇更合適的塑料助劑。
原因四:擠出過(guò)程中的工藝問(wèn)題
1、螺桿局部過(guò)熱、剪切太強(qiáng):螺桿局部過(guò)熱和剪切過(guò)強(qiáng)都會(huì)造成物料局部溫度過(guò)高,嚴(yán)重時(shí)導(dǎo)致物料碳化,碳化物被帶到料條中,形成黑點(diǎn)。
2、機(jī)頭壓力太大(包括堵塞、機(jī)頭溫度低等):機(jī)頭壓力大,就會(huì)造成機(jī)頭物料回流加重,嚴(yán)重時(shí)會(huì)導(dǎo)致機(jī)頭物料碳化,形成黑點(diǎn)。
3、機(jī)臺(tái)老舊,螺桿與套筒間隙增加:隨著機(jī)器使用時(shí)間過(guò)久,螺桿與套筒間的縫隙會(huì)增大,大量的物料會(huì)長(zhǎng)期殘存在縫隙間,發(fā)生碳化,形成黑點(diǎn)。
4、自然排氣口和真空排氣口長(zhǎng)時(shí)間不清理:在生產(chǎn)過(guò)程中,排氣孔對(duì)逐步形成物料堆積,堆積的物料會(huì)緩慢碳化,在隨后的擠出造粒時(shí)被帶到料條中,形成黑點(diǎn)。
解決方案
調(diào)整擠出機(jī)的溫度、螺桿轉(zhuǎn)速,并適時(shí)的清理排氣孔和機(jī)頭以及防止因設(shè)備老舊導(dǎo)致螺桿與套筒間的縫隙增大。

在水拉條塑料造粒機(jī)中,聚合物經(jīng)由雙螺桿擠出機(jī)擠出后,料條在進(jìn)水之前容易產(chǎn)生斷條,導(dǎo)致無(wú)法正常抽條造粒。這到底是什么原因?qū)е碌哪兀坑钟惺裁春玫慕鉀Q方法?
原因一:混料不均或含有較多的雜質(zhì)
1、混料不均通常時(shí)導(dǎo)致斷條的一個(gè)主要原因,舉個(gè)極端的例子來(lái)說(shuō),粉體助劑與樹(shù)脂沒(méi)有混合,導(dǎo)致樹(shù)脂能正常擠出,但到了粉體時(shí)就會(huì)擠出粉末,無(wú)法因?yàn)楸粯?shù)脂包覆而形成長(zhǎng)條。解決方法是將原料與樹(shù)脂充分的混合。
2、混入較多雜質(zhì)是另外一個(gè)原因,尤其是當(dāng)雜質(zhì)與樹(shù)脂之間不能很好的融合且顆粒較大時(shí)導(dǎo)致在有雜質(zhì)的地方出現(xiàn)斷條。
原因二:基本工藝問(wèn)題
1、真空口是否有真空,一般像尼龍加纖之類的料如果沒(méi)有真空的話是會(huì)斷條的
2、溫度設(shè)置過(guò)高,造成塑料或者加工助劑出現(xiàn)分解,如做無(wú)鹵阻燃PBT的時(shí)候如果溫度過(guò)高會(huì)出現(xiàn)無(wú)鹵阻燃劑降解造成炸條出現(xiàn)。
3、螺桿轉(zhuǎn)速太快喂料速度太慢,造成機(jī)頭壓力不夠造成拉條困難。
4、擠出溫度偏低或螺桿剪切太弱,物料以及低熔點(diǎn)助劑未充分塑化,在擠出造粒時(shí)也會(huì)在塑化不良的物料處發(fā)生斷條。
5、自然排氣或真空排氣不暢(包括堵塞、漏氣、墊片太高等)。如助劑分解釋放出氣體,如果這些氣體未能及時(shí)排出,在擠出時(shí)包裹在物料中也容易造成斷條。物料受潮嚴(yán)重,加工時(shí)如果水汽未能及時(shí)排出,汽體困在料條中,造粒時(shí)也會(huì)造成斷條。
6、物料由于工藝條件(如溫度、螺桿轉(zhuǎn)速、壓力、機(jī)器使用年限長(zhǎng)等,具體可查看上文中的黑點(diǎn)原因)等原因?qū)е绿蓟蓟锱c物料不能充分混合造成在碳化物處發(fā)生斷條情況。
原因三:物料剛性大、牽引不得當(dāng)
剛出機(jī)頭的物料料很軟,對(duì)于剛性物料而言,過(guò)水則立刻變得非常硬,物料從軟到變硬的過(guò)程如果牽引不得當(dāng),就會(huì)造成斷條。這種現(xiàn)象常出現(xiàn)在PBT或PET加玻纖、PC、PS、AS加玻纖、ABS加玻纖等結(jié)晶速度非常快或剛性非常大的料加工的時(shí)候。此時(shí)提高水溫、降低過(guò)水量,讓進(jìn)入切粒機(jī)的料條保持適度柔軟度,就可解決。

以上僅是常見(jiàn)的改性塑料造粒中黑點(diǎn)、斷條原因分析與解決辦法。在實(shí)際研發(fā)和生產(chǎn)過(guò)程中我們要結(jié)合具體的原料、機(jī)器和開(kāi)發(fā)產(chǎn)品的性質(zhì)適當(dāng)?shù)恼{(diào)整生產(chǎn)工藝,以滿足產(chǎn)品開(kāi)發(fā)和生產(chǎn)過(guò)程中不出現(xiàn)黑點(diǎn)和斷條現(xiàn)象。
塑道學(xué)苑通過(guò)不斷創(chuàng)新,努力成為火安全材料領(lǐng)域一站式服務(wù)品牌領(lǐng)導(dǎo)者。充分融合移動(dòng)互聯(lián)新技術(shù)的優(yōu)勢(shì),堅(jiān)持內(nèi)容價(jià)值性導(dǎo)向的原則,致力于帶給行業(yè)人嶄新的知識(shí)學(xué)習(xí)體驗(yàn)、專業(yè)的產(chǎn)品技術(shù)服務(wù)、全面的產(chǎn)業(yè)思維提升,讓更多業(yè)內(nèi)人士專業(yè)知識(shí)儲(chǔ)備獲得提高,產(chǎn)品技術(shù)問(wèn)題獲得解決,企業(yè)核心競(jìng)爭(zhēng)力獲得提升。迄今,塑道學(xué)苑已推出內(nèi)容傳播,交流培訓(xùn),材料檢測(cè)三大品牌服務(wù)。咨詢熱線:0512-62982691
更多信息請(qǐng)?jiān)L問(wèn)塑道學(xué)苑官方網(wǎng)站:www.iayo.com.cn
檢測(cè)分析 | 培訓(xùn)會(huì)議 | 技術(shù)方案 | 經(jīng)典案例 | 新聞中心 | 會(huì)議/方案 | 關(guān)于我們
全球服務(wù)網(wǎng)絡(luò) | FAQ | 網(wǎng)站地圖 | 法律聲明 | 檢測(cè)服務(wù)通用條款
COPYRIGHT 蘇州塑道化學(xué)技術(shù)有限公司 ALL RIGHTS RESERVED

